Design Resource
Silver Shoe Making - Varanasi
Traditional Footwear Made of Silver
by
Prof. Bibhudutta Baral and Manasa K. H.
Making Process
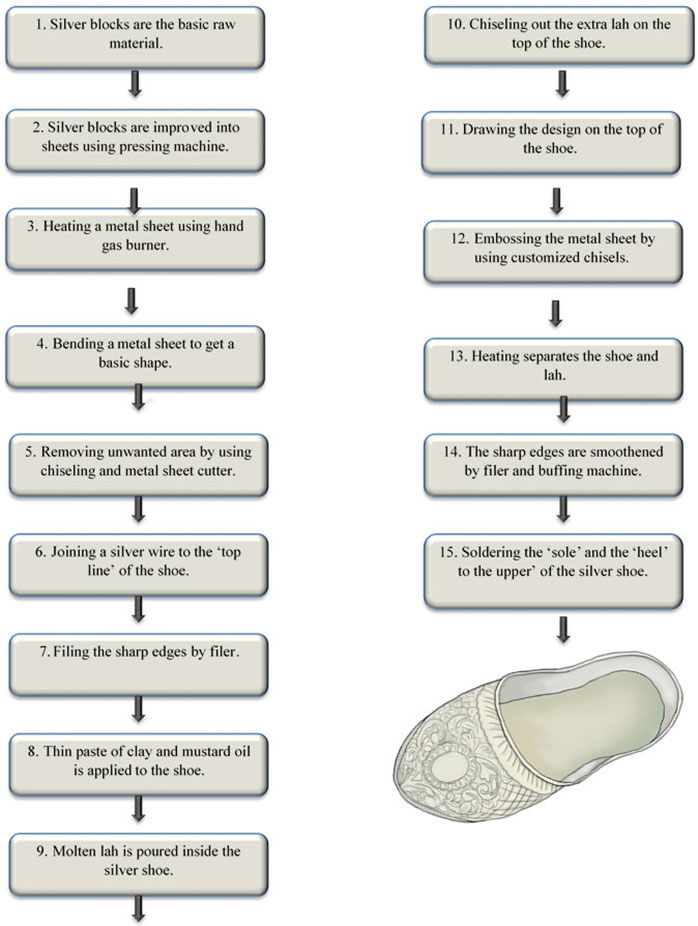
Silver blocks are the basic raw material for the traditional silver shoe. Silver blocks are converted into silver sheets with the help of Hydraulic pressing machine. Heating of the silver sheet using Hand gas burner makes it soft, which helps in shaping it. After heating the silver sheet, the artisan starts bending by hammering the sheet to get a basic shape using customized tool (cube shaped iron tool with a hole in the middle), which helps to get a basic shape. Once done with the basic shape, the unwanted area is removed by chiseling. The upper part of the shoe is measured by comparing the sample shoe size with the help of measuring tape and marked by pencil. Using metal sheet cutter the unwanted area is removed according to the mark done by pencil. The base part of the insole is slightly bent by hammering.
The silver wire is heated to make it soft and easy to bend according to shape. Then the pre heated silver wire is soldered to the ‘top line’, applying water-soluble fluxes and silver solder by firing through the hand gas burner. Once done with the soldering the preheated shoe is dipped in water. The sharp edges are filed by using filer. The thin paste of clay is applied on the top of the shoe and the mustard oil is spread inside the shoe before pouring the molten lah. The lah takes about 4 hours to settle down to perform further work on the shoe. After the application of clay and mustard oil, the molten lah is poured inside the shoe, which makes the embossing easier without cracking. Then the lah is cooled and the extra lah on the top of the shoe is removed carefully by chiseling and again the shoe top is washed with water to get a clear vision.
Artisan draws the designs on the surface of the metal with the help of pencil and then the artist starts embossing with the help of customized chisels like C-shaped chisel, pointed chisel, flat chisels etc., along with the respective designs. Once done with the embossing the lah is again heated to separate the shoe top and the lah. Then using plastic brush cleans the shoe. On the other side, taking exact measurement for the sole cuts the silver sheet. Later on the sole and the upper is soldered, using silver solder and the water-soluble fluxes by firing through hand gas burner. After soldering the two pieces, the edges are smoothened by using filer and buffing machine to get a neat finish. Once again the metal sheet is cut according to the size and shape of the ‘heel’ and then the ‘heel’ is joined by soldering it to the ‘sole’ of the shoe.
Flow Chart: