Design Course
Handmade Paper Making
Understanding the Art by Creative Exploration
by
Paper Making
Techniques and Methods:
Different Techniques and Methods used in Handmade Papermaking from Plant Fibres are:
(a) Gathering
(b) Identification
(c) Preparation
• Application of Alkali
• The pH scale
(d) Beating
(e) Formation
(f) Pressing
(g) Drying
(h) Sizing
(a) Gathering:
The hunt of interesting raw materials can be an adventure. Any natural material composed of cellulose and capable of being reduced to pulp-like consistency can be considered as appropriate material for experimentation. This includes:
• Cotton, Jute, Hemp, Straw
• Gladiolas leaves, Bamboo leaves and twigs, Coarse grasses
• Banana stem, Cabbage stumps, Corn stalks, Sugarcane
• Hibiscus, Mulberry, Flax, Nettles, etc.

(b) Identification:
The part of the plant which can be used for making paper is identified according to its fibre type in the following manner:
• Fruit Seed Hair - Example: Cotton.
• Bast / Inner Bark / Phloem - Example: banana, hemp, jute, flax.
• Leaf - Example: Bamboo, Gladiolas.
• Grass - Example: Sedge, Reeds.
• Stem Structure - Example: Bamboo, Mulberry.
(c) Preparation:
Once the raw material is gathered, workable parts are separated either by stripping or by decorticating or by removing outer bark and core. Selected parts are then soaked in plain water for overnight in plastic container.
For boiling transfer wet stuff in a stainless steel container and pour water to cover that.
Preparation of material happens in 2 stages:
• Application of Alkali:
• The pH scale:

• Application of Alkali:
Alkali removes impurities from fibre and also looses the fibre structure. Percentage of alkali depends upon the strength of the fibre.
Alkali chart for use with fibres for papermaking:
- 10 grams of caustic in 1 litre of neutral pH water equals 1% solution.
- 15 grams of caustic in 1 litre of neutral pH water equals 1.5% solution.
- 20 grams of caustic in 1 litre of neutral pH water equals 2% solution.

• The pH scale:
The pH (potent of hydrogen) scale is used to determine the acidity and alkalinity of a substance. The numbers of the scale range from 0 (strong acid) to 14 (strong alkali) with 7 being neutral.
For hard / tough fibre (like bark of a tree) use 2% solution. For medium strength fibre (like hemp, jute) use 1.5% solution. For soft fibre (like banana, leaves, rushes) use 1% solution of caustic soda (sodium hydroxide). Always mix caustic soda in cold water. Be advised that caustic can cause skin irritation. Rubber gloves, aprons and a well-ventilated room is strongly recommended.
Pour caustic solution in that stainless steel container and cook the plant for 2-4 hours. Wash cooked fibre in running water until it shows pH7.


(d) Beating:
By now the vegetable material is a pulpy mass with a somewhat slick and fatty appearance. Much of the unwanted dirt and lignin (an organic substance which acts as a binder for the plant material) has been separated from the crude pulp. Cut the pulpy mass in small pieces and beat them either in hand grinder (kitchen mixer / grinder) or in Hollander beater. In another way, shortened pieces of pulpy mass are placed on a wooden plank and are pounded with heavy pestle or mallet to separate the fibre.

(e) Formation:
The pulp is now poured in a tub or vat and water is added to give proper consistency for forming the sheet on the hand mold. The mold is placed inside a deckle.
Mold is the chief tool for making handmade paper. It is a wooden frame on which the pulp is drawn from a tub or vat. The frame is covered with a metal (copper or stainless steel) or nylon mesh. There are two types of Mold:
• Wove Mold
• Laid Mold
The screen on a mold which contains wire sewn transversely is called wove mold. Paper formed on wove mold evinces no lines. The screen on a mold having a pattern of more widely spaced longitudinal wires held together with smaller transverse wires, called a laid mold. The mold pattern imprints itself on the finished sheet of paper.
Deckle is a wooden frame that fits over a mold while a sheet of paper is being formed. The deckle prevents the paper pulp from overflowing the mold.
The papermaker dips the mold and deckle into a vat containing liquid substance (called half stuff). Before this dipping process the watery substance of the vat must be thoroughly stirred either by hand or by a stick in order to prevent the deposition of pulp in the bottom of the vat. When the mold and deckle are scooped up from vat, the surface of the mold is coated with a thin film of fibre-water mixture. The device is then shaken forward and backward and from side to side. This shaking has two effects; it distributes the mixture evenly on the surface of the mold and causes the individual fibres to interlock with the adjacent, giving strength to the sheet. While the device is being shaken, much of the water from the mixture drains out through the mold mesh. The device, with its formed sheet of wet paper, is then laid aside until the paper is sufficiently cohesive to permit the removal of the deckle.

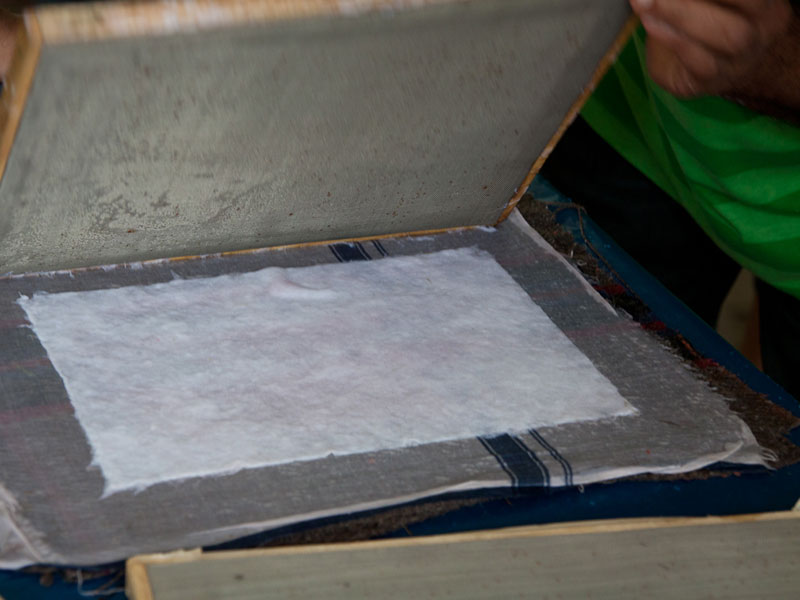
(f) Pressing:
After the deckle has been taken from the mold, the mold is turned over and the sheet of paper is laid smoothly on a felt (woven woolen cloth). Another felt is laid over the sheet of paper, and the process is repeated. The process of placing the paper between two felts is known as couching. When a number of sheets of paper have been interleaved with felts, the entire pile, called a post, is placed in a hydraulic press and subjected to pressure of 100 or more tons, expelling most of the water remaining in the paper. Sufficient pressure is required so that the fibres are matted well enough to allow of the paper from the felt.
(g) Drying:
The paper can now be placed in between blotting papers or can be hung for drying in shadow until its moisture has almost completely evaporated.

(h) Sizing:
Sizing is a solution used to make the paper moisture resistant in varying degrees. Size can be added at two stages of the papermaking process. The degree of sizing of paper determines their resistance to the penetration of moisture.
There are two types of Sizing :
• Internal/engine/beater sizing
• Tub sizing
The former describes moisture resistant pulps which receive sizing treatment in the beater. This sizing is especially useful when pulps are used for paper casting. Neutral Rosin or Alkaline ketene dimmer (AKD) or methyl cellulose (CMC – carboxyl methyl cellulose) is generally used as internal sizing. Tub sizing is acquired by passing through the dried paper into a solution of gelatin (or other size), contained in a bath or tub. The wet paper again has to be dried by previous manner.