Design Course
Sheet Metal
Fabrication Technology in Product Design
by
Mechanical Fastening
Mechanical fastening of two sheet metal parts is assembled by way of Bolts, Screws, Rivets, adhesives. Welding in the final assembly process is not advisable. Bolt fastening is less used than screw fastening because generally low-stress values are involved between sheet joints. Bolts are used when thick plates are involved when high compressive or tensile forces are prevalent between two sub-assemblies, or when a large product assembly is to be lifted by hooks, etc.,
Mechanical fastening of two sheet metal components should preferably consider snapping fits, press fits, hooks, etc, over riveting or screwing to minimize costs and time.
1. Assembly using Rivets

Riveting is adapted and preferred over screwing when high shear forces prevail between two parts. Riveting is also cost-effective.
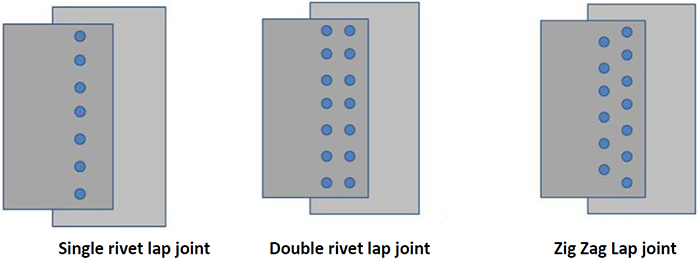
Riveting Patterns
- single riveted lap joint
- double riveted lap joint
- single-strap butt joint
- double-strap butt joint
(nsnsm riveted joints)
(Image source)
The recommended edge distance from the sheet edge is twice the diameter of the rivet. The overlap dimension of two sheets under riveting is four times the diameter of the rivet.
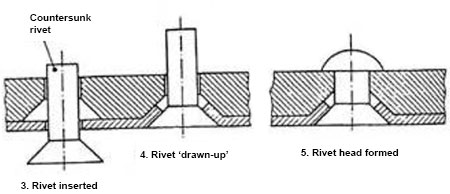
Riveting thin sheets to thick sheets
(Image source)
When a thin sheet must be riveted to a thick sheet, the thick sheet will have a countersunk bore and the thin sheet a normal hole. The countersunk rivet is then placed in position and a rivet head is formed on the other side.
Access to Rivets
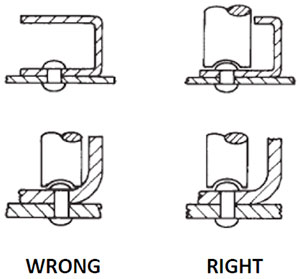
While designing the component for riveting it must be noted that clearance distance to the rivet spot should be taken into account not just for the rivet head diameter but to the rivet clinching tool diameter.
Pop Riveting
 Pop Rivets.
Pop Rivets. Rivet Gun.
Rivet Gun.Pop rivets are the preferred choice over solid rivets for general riveting. They are available in diameters 2·4 mm, 3·2 mm, 4 mm, and 4·8 m for joining thicknesses up to 12 mm.
Pop rivets are limited to light-duty, usually thin sheet metal. They are available in aluminium, steel, stainless steel, and brass materials. Pop rivets give the advantage of conducting the assembly with access from one side only. Once the holes are properly aligned it is very convenient to do riveting.
 Pop rivets being used to join the sheets.
Pop rivets being used to join the sheets. Pop-rivet after forming between the two sheets.
Pop-rivet after forming between the two sheets.
 A pop riveted corner assembly.
A pop riveted corner assembly. A sub-assembly done entirely with rivets. (Image source)
A sub-assembly done entirely with rivets. (Image source) Resistance welding of pop rivet.
Resistance welding of pop rivet.It is particularly advantageous to construct sub-assemblies with pre-coated sheets using pop rivets. It saves a lot of expenditure to use rivets instead of screws. They are also more effective against shock and vibration.
2. Assembly using Screws
Traditional threaded fasteners are still the highest volume as detachable fasteners. They enable easy serviceability and disassembly, and quick removal of various components and sub-assemblies. Fastening by screws is by far the most prevalent in assemblies. Screws offer a wide variety of choices and they are much easier to adapt at shop floor level.
 (
( (
(
Manufacturers always look towards reducing product costs. One thing that is constantly looked at is to reduce sheet thicknesses. For example, one can notice a considerable reduction in the thickness of appliances over a period of time. What used to be 0.8 mm thick washing machine housing has come down to 0.5 mm. What used to be a 3 mm thick aluminium cooker material is now at 2.0 mm. This is possible due to increased strength characteristics vs thickness. However, joining thinner sheets together is a tricky issue. Welding causes distortions, tapping into the sheet does not give adequate threading, normal fasteners are expensive. Self-tapping screws are useful in such cases. There are screws that can do the required bit of plunging and further carry out threading.
There are two basic types in this type of fasteners. Self-tapping screws and self-drilling screws. A self-tapping screw requires a pilot hole slightly smaller than the screw diameter. When inserted into this pilot hole and driven, a self tapping screw cuts the threads. A self drilling screw does not require a pilot hole. It drills into the material and then continues creating threads.
There are a few factors to be taken into account when designing for self-tapping screws. Incorrect flute length leads to jamming of the screw because the flute does not complete the drilling. The drill bit material should be harder than the material to be drilled. Too small or too large drill tips cause loosening of materials under fixing.
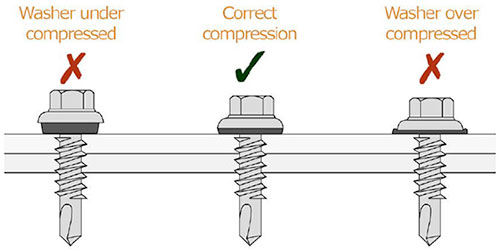
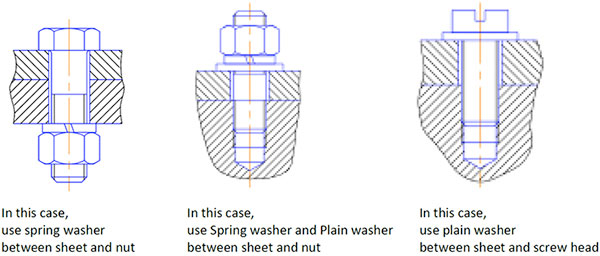
Self-tapping screws with inbuilt washers in the roofing industry. Optimal torque is important to derive maximum benefit from the washer.
(Image source)
Application of washers
3. Assembly with Specialized Fasteners
As for steel sheets, manufacturers tend to use cold-rolled, fully galvanized, hot-dip galvanized, hot-dip aluminized and organic-coated steel sheets more often to reduce raw material costs. These higher-strength steel grades allow engineers to use thinner appliance walls with desired strength. However thinner sheets cost more than thicker sheets, but the higher costs of high-strength steels are well compensated by weight savings and correspondingly lower logistics costs.
The necessity of using thinner sheets has resulted in the development of specialized fasteners too and a wide variety of such fasteners is now available to suit different applications.
Concealed Head Studs
 (
( (
(
These studs ensure permanent mounting in metal sheets as thin as 1.60mm. The fastener head is locked securely in a blind, milled hole and is able to handle substantial loads. The concealed-head feature allows the side of the sheet opposite installation to remain smooth.
Penetrator
There are specialized fasteners for specific applications. Penetrator is one such example. If two sheets are to be fastened with a screw and nut, and if a cable must pass through the middle of the screw ensuring waterproof seal, penetrators are used. Provision is made to apply sealants at entry and exit holes of the shank.
A penetrator is a screw with a hole running all through the shank of the screw. This will enable elements like cables and wires to pass through the hole the chamfer provided at the entry and exit of the shank allows potting (sealing with resin) thus making it a leak-proof joint. Such fasteners are widely used in electronic products designed for marine environments.
 Penetrators.
Penetrators. Cables.
Cables.Use of clinch nuts and studs
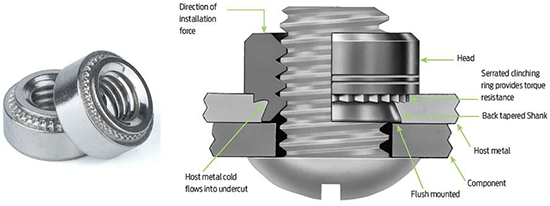
Clinch Nuts
(Image source)
Self-clinching nuts are very popular in the sheet metal industry for joining parts. These nuts have serrated clinching rings or ribs which get embedded into the sheet when squeezed with sufficient force. They become a permanent part of the metal and cantnot be removed unless destructive forces are employed to remove the nut. Self-clinching fastener nuts have strong internal threads than conventional milled screw threads.
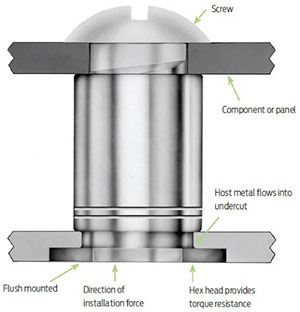
Clinch Studs
(Image source)
Clinch studs are similar to clinch nuts but they provide more height than a nut. Thus, it will also act as a spacer.
Captive Nuts
 (
(
 (
(
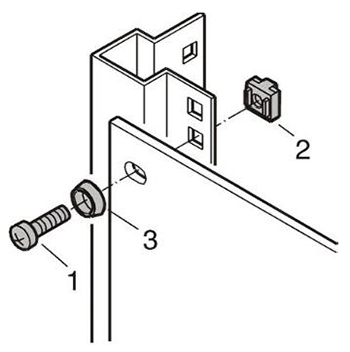
There are varieties of captive nuts available in the market. These are normally square nuts held in a captive holder or a bracket. The nut will have some play within the bracket to allow for mating tolerance of the incoming screw. It is necessary to have the play because the mating is blind. The captive nut is snapped in place into the desired member to be fastened and the screw is fixed blind without much discomfort because of the play allowed by the nut. They vary from M6 to M12 as standards.
(Image source)
The captive nuts are held in place as shown in the slots punched in a frame. The mating panel will have corresponding matching holes or slots.
Spacers
Spacers are generally used to cover unwanted gaps. Spacers, as shown in the figure, can also be used to increase the area of contacts.
![]()
A metallic flat spacer is used to increase the area of contact for better conductivity of electricity.
4. Stitching

Stitching examples
Stitching is also a method to join sheets together. Stitching is recommended when sheet thicknesses to be joined are low and when the product is subjected to high vibrations.
5. Assembly using Welding
Welding may be done at assembly stages, but they have limitations. Welding causes distortion, therefore, it is necessary to be very careful when fabricated sub-assemblies are subjected to high heat. After welding, there may be areas that are inaccessible which are prone to surface degradation and may require protective coatings. An element of rigidity comes into place.
Sheet Metal fixing in Roofing Industry
Metal Sheets are commonly used for non-structural purposes. The basic purpose is to protect from external elements such as rain and wind and to provide an aesthetically appealing finish. In roofing sheet fixing and wall cladding, there are methods available other than screw fixing.
Standing Seam Method
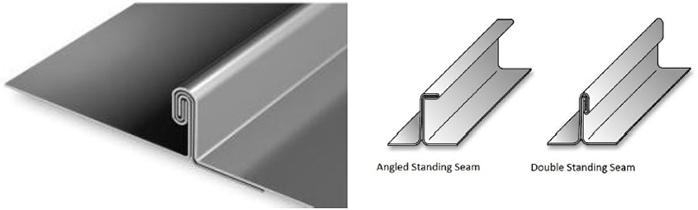
(Image source)
Standing seam method is one of the most reliable systems. It provides a folded connection between two sheets at the edges. The sheets are hemmed into each other and seamed continuously.
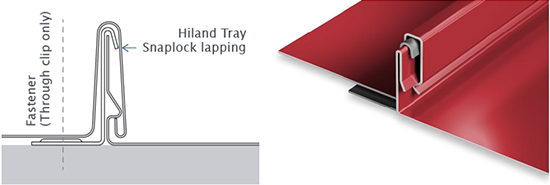
Snap Lock Method
Snap lock seam feature a 40 mm leg height and a continuous interlock for improved structural performance and wind resistance. A concealed fastener clip system allows for thermal expansion/contraction while providing extraordinary hold-down strength.
(Image source)
Cassette Method
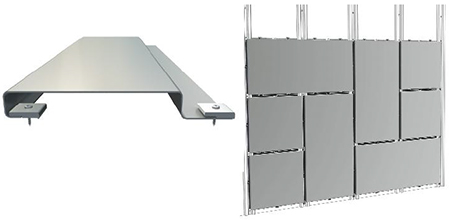
This is one of the most popular wall cladding methods. Ideal for large cladding areas, the open-jointed cassette system can be used with large panels up to 13 feet in length. The cassettes are bent and fixed with invisible clips, usually to an aluminum framework.
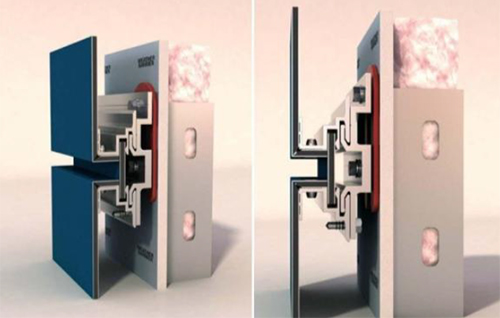
Interlocking Method

The Interlocking Panel system is a wall cladding system involving laying interlocking panels on a metal framework. The panels are simply connected by the use of an interlocking groove giving the elegant appearance of a recessed joint.
Aluminium Composite Panel Fixing
(Image source)
Aluminium Composite Panels are sandwich panels comprising a foam material sandwiched between two sheets of 0.3 mm aluminium sheets. They are widely used as building cladding material. Special extrusions are available to build a support a framework and use custom fixtures. Sheets are fastened with concealed screws.
9. Assembly using Adhesives
Adhesives join objects together by strong surface attraction. Adhesives may be one best solution to join together sheet metal surfaces when tensile or shear forces are not involved. Adhesives are relatively cheaper compared to mechanical fasteners and they also resist corrosion better. There are single compound and two compound adhesives available in liquid or semi-liquid forms.
However adhesives need to be cured to reach their maximum strength values and this is done by applying heat, pressure, or both and time curing. Adhesives also have the ability to fill minute gaps such as pores between the surfaces.
Adhesives are preferred methods when there are constraints about weight the final assembly of products when the appearance of the product is marred by the presence of fasteners. Adhesives help in the reduction of vibrations and rattling. The limitations are extreme variations in joint temperature and high tensile stresses.
Types of Adhesives
Anaerobic adhesives are one compound solution that cure in the absence of air and are best for applications of metal to metal contacts. These are used as thread lockers in fastener fixing. Acrylics and epoxies form strong bonds with good temperature resistance and reasonably good structural strengths. Cyanoacrylate adhesives perform well in shear conditions. Modified silicone adhesives are UV cured and form very thin invisible joints.
Thermoset adhesives are two compound adhesives and are most common. They are polymeric resins that are cured with the addition of catalysts and by using pressure, heat, or heat and pressure. They offer high strength and gap-filling ability. Polyester and epoxy-based resins are low cost and widely used. Polyamide adhesives are expensive but they can withstand high temperatures as high as 500 deg C.
Design for adhesives
Thorough surface cleaning is very important in adhesive bonding. Dirt, oxides between the surfaces prevent proper adhesion. Solvents may be used for cleaning. Thin application o adhesives are better than thick layers. Thick layers tend to develop cracks.
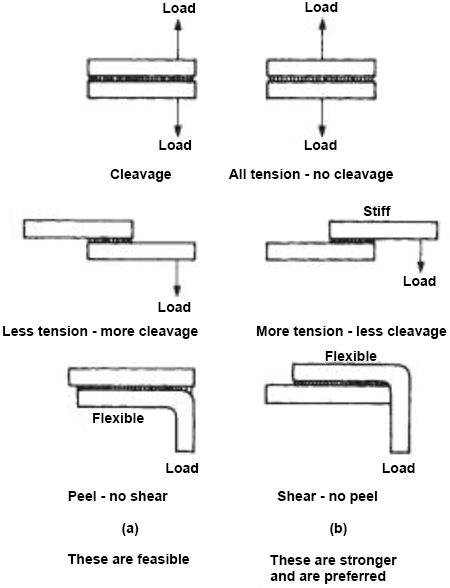
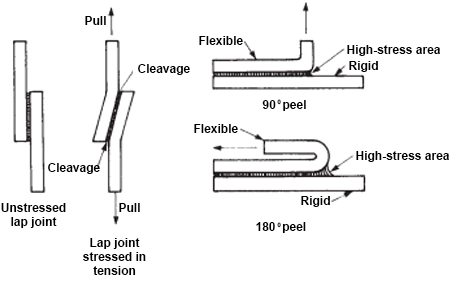
Adhesive joints (Courtesy)
(Image source)
Design the joints for shear, tension, and compression, not cleavage or peel. Adhesive bonds resist shear, tensile, and compressive forces better than cleavage or peel. The width of the joint overlap is more important than its length.
Assembly with dissimilar material parts
Methods of Integration / Joining
Most often plastic parts are joined to metal parts by snap fits, regular fastening using screws clinch nuts, adhesives, and heat riveting of plastic parts. Metal parts such as brass and copper are joined to steel parts by way of welding, brazing, and riveting.

(Image source)
Brazing is one very common method to join copper, brass parts to steel parts.
It is often seen that most assemblies comprise of combining a primary sheet metal part with other dissimilar or non-metallic parts. In such cases, designers must pay good attention to material properties such as coefficient of expansions, contractions, and the right fits and tolerances. Inadequate attention may part function and durability, more so in products which are of regular use.

This lid is only six months old. Yet grime formation is clearly noticeable. The assembly detail of the plastic knob with the stainless steel lid is apparently not quite correct. The radii of the lid and knob have to be properly matched and a firm compressive grip between the two parts is needed.
Combining plastic components with sheet metal parts has become a necessity to reduce the overall part weight. With the increasing use of plastics, typical passenger automobile body weights have come down by over 20 %. Plastic to metal applications can be found in very many industrial areas such as telecom, electronics, aerospace, consumer durables. However, it is important to know what plastic is better suited in what applications.
For large volume productions, thermoplastics are injected onto or into metal components for seamless integration using high-pressure injection moulding machines.